|
|
SOLDADURAS SDM LA BARRITA MAGICA - CAPITULO 1 DESOLDADURA DE COMPONENTES SMD por ING. PICERNO 
1.1 INTRODUCCIÓN
Prepárese porque le voy a cobrar un impuesto. El impuesto a la sabiduría. La mayoría de los alumnos prefiere que les brindemos el conocimiento resumido, puro: para conseguir esto haga lo siguiente. Una receta como quien dice. Pero yo me niego porque la receta tiene una base que es muy importante saber. Porque conociendo la base se conoce no una, sino miles de recetas englobadas en una sola, Ud. aprende como se generó la receta y absorbe mucho mas conocimiento de una sola vez. Esto no es una idea moderna y no es mía; es casi tan vieja como el mundo civilizado es del 500 antes de Cristo. El inventor de la misma fue Confusio que tenía la idea muy clara. El decía que para poder decir que uno había aprendido algo, debía escucharlo y ver los dibujos del maestro, escribirlo, leerlo varias veces en días sucesivos de modo que cerrando el libro se pudiera recordar todo el proceso y finalmente, realizar el proceso en la práctica y corregir lo que estaba mal. Entonces si podía decir: aprendí a realizar este proceso.
Yo le voy a enseñar algo que seguramente Ud. ya creía saber. Como desoldar y soldar componentes SMD. Pero lo voy a hacer al mejor estilo Confusio. Tenga paciencia y será premiado con el don de la sabiduría.
Para entrar en tema vamos a estudiar un poco de metalurgia. En la industria electrónica utilizábamos una aleación de plomo y estaño para realizar la soldadura de los componentes electrónicos sobre las plaqueta de circuito impreso de cobre. Eso lo saben todos pero pocos saben las razones de esta elección y la proporción de la mezcla.
En la electrónica se trata de unir dos dispositivos de cobre de modo tal que la unión tenga mucha resistencia mecánica y poca resistencia eléctrica. Agregaría que el procedimiento debe ser simple de realizar. En los comienzos de la electrónica se observó que un alambre de estaño aleado con plomo cumplía todos los requisitos buscados. Era fácil de usar, utilizando un soldador eléctrico que solo tenía que llegar a los 186ºC aproximadamente y se generaba una unión con buena resistencia mecánica sin ser muy rígida, evitando el problema de las rajaduras y la cristalización por los cambios de temperatura y por último tenía muy baja resistencia eléctrica.
Lo interesante es que la temperaturas de fusión de los dos metales de la aleación son superiores a 186ºC. La metalografía nos explica que cuando los metales están aleados los atómos se relacionan de tal manera que hay electrones de ambos materiales que comparten núcleos comunes y es como si se formara un metal nuevo. Inclusive la temperatura de fusión depende del porcentaje de cada metal y hay una gama de temperaturas y otras características que pueden ser logrados. Las temperaturas de fusión están representadas en la figura 1.1.1.
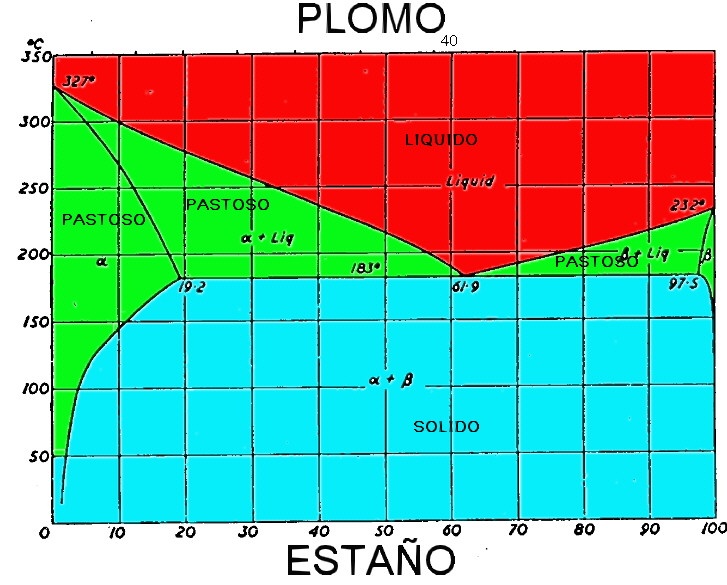
Fig.1.1.1 Curvas de aleación de estaño plomo
La explicación de la curva de la aleación estaño plomo es la siguiente. En el eje vertical representamos la temperatura en grados centígrados. En el horizontal inferior el porcentaje de estaño de la aleación que estamos analizando y en el superior la diferencia a cien que sería el porcentaje de plomo de la aleación.
Comencemos analizando una aleación que contenga un 30% de su peso de estaño y un 70% de su peso en plomo. Y sometemos un trozo de esta aleación a una temperatura que comienza en 0ºC. Todo el trozo de aleación va a ser solido.
Ahora aumentamos la temperatura paulatinamente y no observaremos cambio alguno hasta llegar exactamente hasta los 183 ºC. En ese momento observamos que algunas moléculas de la aleación comienzan a fusionarse con otras, generando grumos líquidos. Este estado de agregación de la materia no es ni sólido ni líquido y por lo tanto se le pone un nombre diferente que en español se eligió como estado pastoso. Si seguimos aumentando la temperatura se llega a un punto en donde todas las moléculas de la mezcla se fundieron. En nuestro caso esto ocurre a los 260 ºC en donde llegamos al estado de agregación líquido que es el que me permite realizar soldaduras entre dos trozos de cobre uno de los cuales suele estas estañado. Por ejemplo una patita de un circuito integrado SMD, sobre una isla de una plaqueta.
Pero con la aleación Sn30/Pb70 elegida seguramente estamos sometiendo al circuito integrado a un exceso de "cantidad de calor" (temperatura por tiempo de aplicación de la misma) que seguramente lo va a dañar.
Si elegimos otros porcentajes; por ejemplo Sn63/Pb37 observamos que al aumentar la temperatura, el trozo de aleación pasa de sólido a líquido sin pasar por pastoso y que el pasaje se realiza a 183ºC con lo cual el estrés térmico del circuito integrado es mucho menor porque la cantidad de calor entregada se redujo substancialmente. El único problema es que la aleación es substancialmente más costosa porque el estaño es mucho más caro que el plomo.
Por último notamos que aumentado la riqueza de estaño no logramos reducir la temperatura de fusión de la aleación. Por ejemplo con estaño puro la temperatura de fusión es de 232 ºC y hay una importante zona pastosa.
De todas las infinitas aleaciones posibles en electrónica nos interesan solamente dos la Sn73/Pb37 y la de estaño libre de plomo. La primera porque es la que usamos en los lugares donde no existe la prohibición de usar plomo y la segunda porque es la usada en la fabricación industrial Asiática que debe ser libre de plomo.
Como vemos la grafica permite determinar la temperatura de fusión para diferentes proporciones de estaño plomo pero observemos una particularidad, para una aleación cualquiera no hay solo un estado liquido y un estado sólido como se podría esperar sino que hay un estado extra que se llama pastoso que es como un líquido grumoso. Si no llegamos a la temperatura de fusión y cortamos el flujo de calor en un estado grumoso el resultado es una soldadura sin brillo, débil y con una relativamente alta resistencia eléctrica. Hay una sola titulación (porcentaje de estaño plomo) a la cual no hay estado pastoso sino que se pasa de plomo fundido a aleación líquida en forma instantánea.
Esta aleación toma el nombre de aleación eutéctica y fue usada desde las épocas históricas de la electrónica hasta que Europa sacó la ley anti polución prohibiendo el uso del plomo. A partir de allí todos los productos fueron soldados con soldadura libre de plomo que como lo demuestra la curva, requiere una temperatura de 232ºC para fundirse con todos los problemas que ello trae consigo ya que los dispositivos electrónicos son sensibles al calor o mejor dicho a la "cantidad de calor" es decir a la temperatura y al tiempo en que esta es aplicada.
1.2 DESOLDADURA DE UN COMPONENTE DOS PATAS
Un componente inexistente, de una sola patita de conexión, no tiene ningún inconveniente para ser desoldado. Se calienta la soldadura mientras se ejerce una presión negativa (tironeo) y cuando la soldadura llega al tiempo de fusión se desuelda suavemente.
Pero como mínimo los componentes tienen dos patas; entonces se realiza un aporte sobre una pata hasta fundir la soldadura y luego se aporta sobre la otra mientras se ejerce presión negativa. Pero como la primera soldadura dejó de recibir calor se enfrió y no permite la desoldadura. Hay que pasarse de la temperatura de fusión para que la caída de temperatura de la pata sin aporte, sea tal que permita desoldar las dos patas.
En el momento actual los componentes de dos patas son todos del tipo SMD de dimensiones tan pequeñas que aun con un soldador especial para SMD se pueden calentar las dos patas al mismo tiempo si se aporta suficiente soldadura. Por lo general el componente es tan liviano que queda pegado a la punta del soldador y hay que sacudirlo sobre un recipiente para que se suelte. En el video 1.2.1 se puede observar el procedimiento completo.
Fig.1.2.1 Video de desoldadura de un componente de dos patas
Como dijimos con anterioridad el problema es la cantidad de calor que toma el componente durante todo el procedimiento de desoldadura. Primero vamos a ocuparnos del calor y luego del tiempo en que se aplica.
En el momento actual un reparador tiene que tener por lo menos un soldador con temperatura controlada de la punta. En caso contrario se encuentra trabajando a ciegas. A mí me gusta decir que un soldador con temperatura controlada de la punta, es en realidad un soldador inteligente porque reconoce la masa térmica del componente que esta soldando.
La temperatura de la punta de un soldador es fundamental al trabajar con resistores y capacitores SMD de pequeñas dimensiones porque prácticamente no tienen masa térmica. Si Ud. los toca con una punta de un soldador barato les produce una muerte fulminante. Veamos porqué:
Un soldador de temperatura fija está diseñado para trabajo continuo de 10 soldaduras por minuto. En ese caso la punta llega a 300ºC para que el alambre de soldadura se caliente instantáneamente. Pero un reparador puede realizar una soldadura cada 10 minutos y entonces la punta llega a 400ºC.
Pero en general los soldadores baratos tienen punta de bronce por economía. Entonces el reparador compra una punta de cobre para SMD que tienen una cobertura cerámica para mejorar el rendimiento térmico. Ver la figura 1.2.2.

Fig.1.2.2 Soldador con punta de bronce cambiada por otra de cobre
Nuestras pruebas indicaron que en este caso el soldador puede llegar a 600 ºC al ritmo de trabajo de un reparador. Esto tiene dos problemas: esa punta puede durar una semana, porque se oxida y se pica y hay que limpiarla constantemente y un toque significa la muerte del SMD por la rápida transferencia de una gran "cantidad de calor" aunque la duración del toque sea mínima.
En este punto le leo el pensamiento a mis lectores. ¡Todos los días desueldo y sueldo muchos componentes SMD si ninguna precaución y con un soldador barato y nunca tuve problema alguno! Sepa que existe algo llamado estrés mecánico que al igual al que sufren los seres humanos no opera de inmediato sino que es una predisposición a fallar. Ese capacitor que acaba de colocar probablemente tenga una corta vida y termine fisurado en condición de cortocircuito o de circuito abierto. Y que ese resistor que cambió la semana pasada cambió de valor y el circuito quedó al límite de la falla y que esa memoria EEPROM que funcionó solo 1 mes, la predispuso a fallar Ud. con un soldador inadecuado.
La utilización de un soldador con temperatura controlada de la punta opera de un modo totalmente diferente. Supongamos que Ud. ajusta la perilla en 250ºC y conecta el soldador a la red. De inmediato se enciende el led verde, la temperatura sube progresivamente y en unos pocos segundos observa que el led del soldador se apaga y enciende indicando que llegó a esa temperatura seleccionada. El sistema es digital, es decir que cuando la temperatura es la normal se corta la alimentación al resistor de caldeo de la punta, la temperatura cae y el led se vuelve encender y así se mantiene alrededor de la temperatura programada. Ver la figura 1.2.3.

Fig.1.2.3 Soldador con temperatura controlada
Ud. observará que cuando apoya el soldador, el LED se enciende y permanece encendido un determinado tiempo. Esto significa que el resistor calefactor se conectó a la red, porque la temperatura bajó hasta el valor de la temperatura ambiente. La inteligencia del soldador hace que el calefactor esté más tiempo encendido que apagado, para compensar la cantidad de calorías que estamos agregando al componente a desoldar. Pero podemos estar seguros que el componente nunca va a sobrepasar por mucho la temperatura elegida.
Uds saben que nunca le hago comprar cosas inútiles a mis alumnos pero realmente creo que este soldador es lo mínimo que requiere un reparador, porque luego debería adquirir una estación de desoldado que es mucho más costosa.
1.3 SOLDADURA LIBRE DE PLOMO
Como sabemos el plomo fue prohibido por el Mercado Común Europeo por lo que desde hace varios años todas las plaquetas para electronica de entretenimiento, están soldadas con estaño puro. Es decir que según la curva de la anterior figura 1.1.1 la temperatura de fusión es ahora de 232 ºC y para desoldar un componente hay que ajustar el soldador en unos 350 ºC a 400 ºC pero los componentes son del mismo tamaño o más pequeños que los anteriores.
En nuestros países de América no está prohibido el uso del plomo pero los fabricantes Chinos tienen una sola línea de producción por economía asi que Ud. puede estar seguro que la plaqueta que está reparando esta soldada con estaño puro y el proceso de la gota calentando las dos patitas es muy probable que dañe al SMD. Entonces la idea es si la soldadura está hecha con un metal puro porque no agregarle lo que le falta para bajarle el punto de fusión.
En realidad se puede hacer mucho más que eso, porque existen aleaciones cuaternarias que llegan a bajar el punto de fusión a menos de 90ºC. No hay una sola combinación de metales que generan las soldaduras blandas o ABPF (Aleación de Bajo Punto de Fusión). Cuando salió la prohibición del MCU de usar plomo yo fabrique y vendí lo que llamé "Barritas Mágicas" hasta que el mercado se hizo tan competitivo que las dejé de fabricar. Pero son tantas las preguntas que realizan a mi página sobre donde conseguir la barrita que estoy dispuesto a volver a fabricarlas. Por lo pronto vamos a explicar su funcionamiento para que el lector que no las conoce sepa de que estamos hablando.
1.4 LA ALEACIÓN DE BAJO PUNTO DE FUSIÓN
No hay un límite en la cantidad de metales que se pueden usar en una aleación. Lo más común es que sean dos, pero pueden ser tres, cuatro, o más.
En el siglo 19 ya se conocían varias formulas que competían por un punto de fusión más bajo. Las diferentes formulas llegaban a valores del orden de los 70ºC pero muchas eran incompatibles con un uso industrial porque era muy peligrosa la manipulación de los metales componentes, o eran muy inadecuada sus características metalográficas. Eran muy poco dúctiles (es decir que eran tan quebradizas que se hacían polvo al manipularlas).
Finalmente decidimos modificar las fórmulas aceptando temperaturas de fusión más altas pero logrando que sean relativamente maleables, de modo de poder fabricarlas en forma de barrita cilíndrica de unos 2 mm de diámetro por 15 cm de largo, que consideramos como las dimensiones ideales. Ver la figura 1.3.1.

Fig.1.4.1 Fotografía de barritas mágicas X131
La formula de la barrita mágica contiene proporciones pequeñas de estaño y plomo y otros dos metales raros de muy bajo punto de fusión. Los cuatro componentes funden a unos 90ºC pero aceptan una tolerancia de la proporción de estaño y plomo en un grado bastante mayor, sin aumentar demasiado el punto de fusión.
1.5 USO DE LA BARRITA MÁGICA
El uso más frecuente que le damos a la barrita mágica es la desoldadura de las ya famosas memorias flash paralelo. Estas memorias son muy sensibles a las sobrecargas térmicas durante la desoldadura y soldadura y también lo es el circuito impreso que las contiene porque su paso entre patas es muy reducido. Pero ya vamos a llegar a ella de a poco empecemos por un integrado de 8 patas que desoldaremos de una plaqueta primero sin utilizar ninguna ayuda y posteriormente utilizando la barrita mágica. En los dos casos usamos la punta del soldador a 300ºC para observar en cuanto tiempo se produce la desoldadura.
Fig.1.4.1 Video de la desoldadura de un CI de 8 patas
¿Porque razón la "barrita mágica nos permite desoldar el circuito integrado en un tiempo muy corto después de aplicado el soldador a la segunda tira de terminales? Porque el agregado de la barrita al calentarse y llegar a los 232 ºC se mezcla con el estaño de las patitas y el punto de fusión baja mucho, hasta llegar prácticamente al punto de la fusión de la barrita. Digamos que se hace menor a 100ºC. Esto significa que el tiempo que requerimos para retirar el circuito integrado se reduce tal vez a la mitad o a la tercera parte del valor original; es decir que al calentar la segunda tira de patas la primera aun está por arriba de la temperatura de fusión y el CI se saca al primer intento.
Algo muy importante, es la temperatura de la punta del soldador. En principio parecería que es suficiente una temperatura de 100 ºC porque solo hay que fundir la barrita pero no es así; hay que calentar la barrita hasta que se fusione con la soldadura original (por lo general se usa 300ºC para Sn/Pb y 400ºC para Sn puro). Pero apenas se produzca el contacto de la barrita líquida con la patita esta queda soldada con un aleación de bajo punto de fusión y se licua. La patita solo esta décimas de segundo a 300ºC y luego comienza a bajar pero lo importante es que la soldadura sigue en estado liquido.
Luego realizamos el mismo procedimiento en la otra tira y cuando se licua la aleación y la soldadura esta liquida la tira anterior de patitas aun están libres y se puede sacar el CI de inmediato.
Es decir que con la barrita mágica, generamos una menor cantidad de calor ingresando al dispositivo que estamos desoldando, porque la temperatura promedio aplicada es mucho menor y trabajamos con mucha mayor comodidad porque tenemos más tiempo para maniobrar el dispositivo o tomarlo con una herramienta.
1.6 CONCLUSIONES
En este primer artículo de la serie realizamos una introducción al tema de la desoldadura de componentes SMD de pequeñas dimensiones o de un pequeño paso en el caso de los integrados.
En los próximos artículos vamos a tratar diferentes temas relacionados con la barrita mágica.
Para realizar una soldadura o una desoldadura se requieren un material de soldadura (aleación o estaño puro); un generador de calor (soldador) y algo muy importante: un flux. El flux es un sólido que al disolverse mejora el mojado de la superficie de la patita o la isla de modo que el contacto sea más intimo entre los metales a soldador.
El flux se puede comprar o se puede fabricar. ¿Y para que fabricarlo si se puede comprar? Porque el flux comprado llena las condiciones generales de un flux, pero no las particulares del uso de la barrita mágica, como por ejemplo que sea un relativamente buen conductor del calor. Al fabricarlo podemos tener en cuenta que el flux se solidifique por evaporación del solvente o que su consistencia pueda ser variada por la dosificación de su componente líquido y su componente sólido.
Muchos alumnos no se animan a desoldar porque piensan que es más difícil soldar el componente nuevo. Por eso vamos a realizar un apéndice en donde les mostramos como soldar el circuito integrado que desoldamos recién y por supuesto aclaramos que en los siguientes capítulos todo lo que desoldemos lo vamos a volver a soldar para que los alumnos pierdan ese miedo ancestral a soldar integrados SMD de paso reducido.
1.7 SOLDURA DE UN CI SMD DE 8 PATAS
Hay deferentes formas de soldar un SMD en este primer intentos vamos a hacerlo con nuestro conocido soldador de punta alambre que nosotros mismos construimos y que puede encontrarse libre en el link http://www.picerno.com.ar/leer.php?cn=35
Es muy simple de fabricar y vale la pena realizar la experiencia de soldar con el.
Fig.1.7.1 Video de soldadura de un CI de 8 patas
1.8 ¿Y DONDE LO COMPRO?
Todavía estamos ajustando detalles de fabricación, pero la idea es fabricarlo localmente en Argentina. El problema es la cantidad mínima a vender porque hay que considerar el costo del envío que está en el orden de los 180$ (11,6 U$S). Esto significa que el paquete a enviar debe tener un costo de aproximadamente 900$. También estamos considerando otros modos mas económicos de envío que no sea Correo Argentino u OCA. Pero vaya pensando que va a tener que comprar una cantidad grande de barritas. En la próxima entrega le confirmamos el precio.

Ahora mas baratas, 750$ o 50 U$S C/U para amigos registrados en mi página. Regístrese ya.
SALIR Más SOLDADURAS SDM
|
||||||||||||||||||||||||||||
|
|
|
|
MAPA DE LINKS: INICIO - QUIENES SOMOS - ENTRETENIMIENTO - CONTACTENOS TV: TRC - LCD - Plasma - LED - Smart - OLED SOLDADURAS: SMD - BGA - Maquinas de Rebaling TALLER: Puntas de prueba Sonda de RF - Punta de prueba BEBE - Punta de prueba Filtro Pasabajo - Instrumentos Fuentes - Instrumentos Evariac - Instrumentos SuperEvariac - Instrumentos Varios AUDIO: Amplificadores Analogicos - Amplificadores Digitales - Bafles Caseros MANUALES: TV TRC - TV LCD - TV Plasma - TV LED - SmartTV - TV Oled - Fuentes de TV - T-COM - Driver de LED - Inverters PROGRAMAS: Simuladores de Circuitos Multisim - Simuladores de Circuitos Livewire - Simuladores de Circuitos Proteus - Programas para PICs y memorias Ram MICROS: Diseñando con PICS 1 - Diseñando con PICS 2
Ingeniero Alberto Picerno - Av. 2 de Abril 1140 - Burzaco - Buenos Aires - Argentina - Tel: (011)3974-4393 |
| Diseño y Hosting RCH |  | |
| rch.com.ar - redcomser.com.ar |